

{kind=link}
I have trouble fixing the terrible seams I’m getting. I’ve followed Elli’s print tuning guide and calibrated extruder, tuned PA (it’s now 0.035) and extrusion multiplier.
I’ve tried adjusting both retraction length and speed, but it doesn’t seem to have much impact. I’m not using “wipe on retract” or “retract on layer change”, I only retract if travel distance is longer than 3mm. Retract is 0.3mm @35mm/s.
I’ve tried reducing PA smooth time too, but this also doesn’t seem to have a noticable impact.
I’ve tried reducing seam gap from the default 10% in Orca all the way down to 0%, but the bad seams persist.
I’ve tried with “wipe on loops” both disabled and enabled with no difference.
I’ve tried with both arachne and classic wall generator, no difference.
I’ve tried different wall orders, inner/outer, inner/outer/inner and outer/inner, all with the same bad seams.
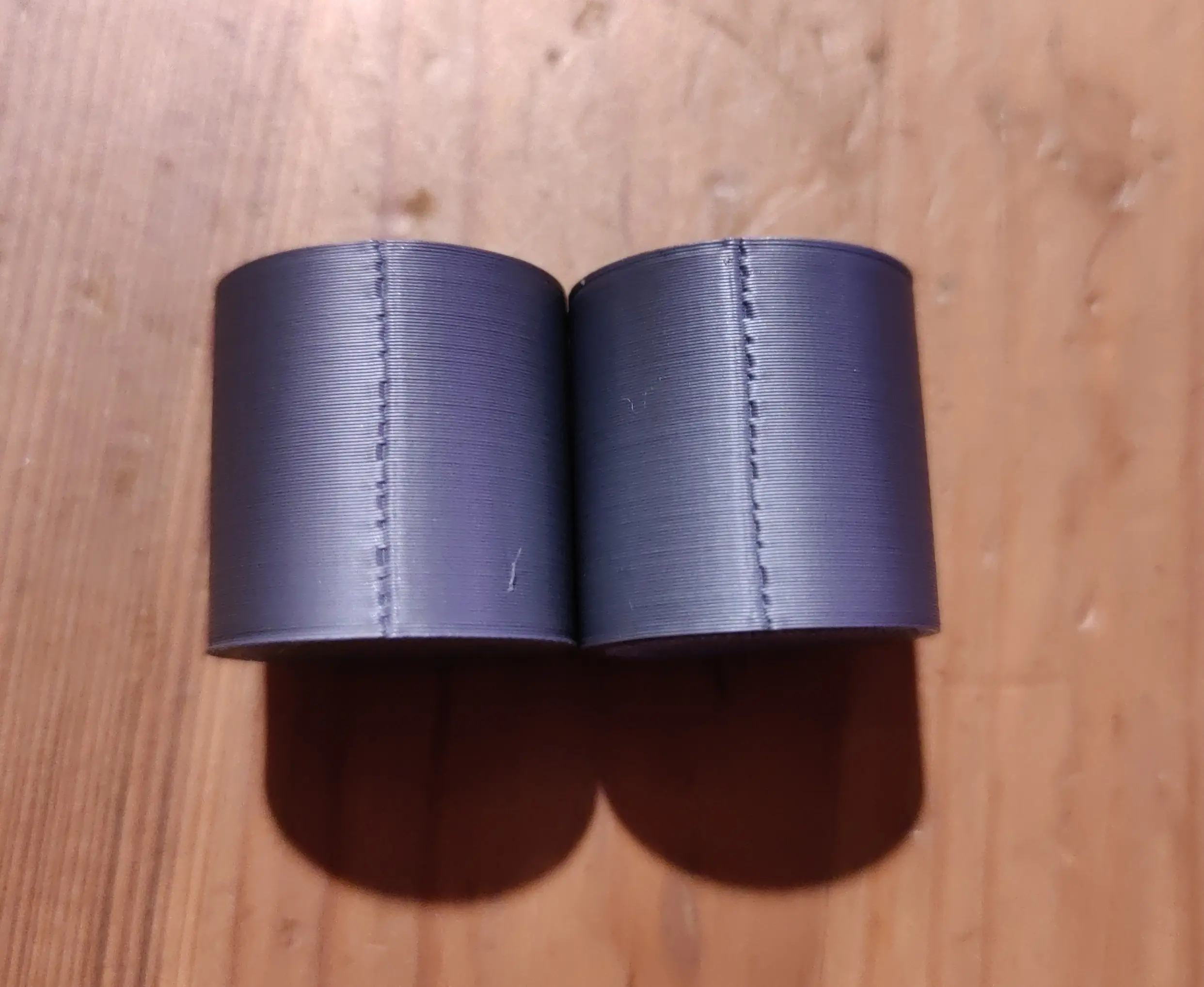
Filament in the picture is matte PLA, it is without doubt dry and generally prints well aside from the seams. It’s stored vacuum sealed with silica, and I use a filament dryer to dry if I suspect wet filament.
I’m running out of ideas for where to tweak to get a decent result.
That retract distance seems a bit low to me. My (direct drive) printer is happier around 1mm to 1.5mm. I’m not convinced that has anything to do with your particular problem, though.
Anyhow, to my untrained eye that looks like underextrusion at layer change and/or the perimeter lines not actually hitting each other. Are you sure your pressure advance/linear advance values are correct for that filament?
Also, does Orca Slicer allow you to specify a negative value for the seam gap? If so, that might be worth fooling with to see if it has any impact. That’s probably a band-aid, though. I think your issue lies in pressure advance tuning still.
This is the filament I’ve tuned PA with, and to my best ability this is what Elli’s guide suggests is the optimal value 🤷♂️
But I agree, it does actually look like PA is tuned incorrectly and stopping extrusion too soon/starting it too late.
Try without PA, also try another filament
Tried without PA but there was no difference, going to try different filament next.
As I mentioned somewhere else in this post, it seems to relate to the infill. I’m using gyroid, and the seam lines up with the anchor point for the infill.
You can also try without infill 😉
Im throwing many things to try, but not in any particular order
Also try normal brass nozzle and check if your new hotend is not loose